
410.210
Series 410 Dial Indicator Tool Taper Gauges
For verification of HSK tool taper per DIN 69893


")
")
")
")
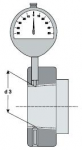
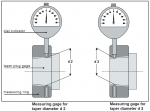
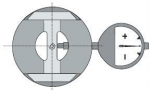
Both measuring gauges are set to zero with the calibrated taper plug gauge. When an HSK tool holder is inserted in the ring gauges, deviations in diameters d2 or d3 are shown on the indicator.
![]() PDF Data Sheet: Series 410 Dial Indicator Tool Taper Gauges (410.210)
PDF Data Sheet: Series 410 Dial Indicator Tool Taper Gauges (410.210)
| HSK A/C/E | HSK B/D/F | d2 | d3 | Part Number | ||||
|---|---|---|---|---|---|---|---|---|
| HSK-A 25 | HSK 32 | 19 | 18.15 | 410.210.125.000 | ||||
| HSK-A 32 | HSK 40 | 24 | 23.27 | 410.210.132.000 | ||||
| HSK-A 40 | HSK 50 | 30 | 29.05 | 410.210.140.000 | ||||
| HSK-A 50 | HSK 63 | 38 | 36.90 | 410.210.150.000 | ||||
| HSK-A 63 | HSK 80 | 48 | 46.53 | 410.210.163.000 | ||||
| HSK-A 80 | HSK 100 | 60 | 58.10 | 410.210.180.000 | ||||
| HSK-A 100 | HSK 125 | 75 | 72.60 | 410.210.190.000 | ||||
| HSK-A 125 | HSK 160 | 95 | 91.95 | 410.210.192.000 | ||||
| HSK-A 160 | - | 120 | 116.00 | 410.210.196.000 |
Complete set in wooden case consisting of taper plug gauge, taper calibrating rings with dial indicator for diameters d2 and d3 (scale 0.001 mm), and certificate.
Function
Both measuring gauges are set to zero with the calibrated taper plug gauge. When an HSK tool holder is inserted in the ring gauges, deviations in diameters d2 or d3 are shown on the indicator.
For more information regarding this item (Series 410 Dial Indicator Tool Taper Gauges) or other items, fill out the form below
or contact our office directly:
Telephone: 815-962-5600
Fax: 815-962-4600
Location: 304 North Main St, Suite 104, Rockford, IL 61101-1101 USA
Email: infο@ΤΑCRοckfοrd.cοm
Related
HSK Dial Indicator Spindle Taper Gauge Manual
Instruction manual for the dial indicator spindle taper gauge (410.310)
Series 968 HSK Tool Holder Taper Gauges
Series 968 gauges offer comprehensive dimensional verification of HSK tool holders.
Steep Taper Spindle Taper Dial Indicator Gauge
TAC Rockford's steep taper spindle gauge is designed to verify and measure correct location of the spindle gauge line.
Not included are an indicator and taper sleeve master.
The gauge can be used with any dial indicator with an 8mm stem. Recommended available options:
Part Nr. 499.220.150
- 0.01mm Resolution
Part Nr. 499.220.151
- 0.001mm Resolution
Part Nr. 499.220.155
- 0.00005" Resolution
In addition, we strongly recommend a 430.110 series Taper Sleeve Gauge to zero the indicator.

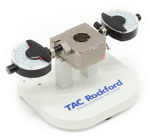
HSK Tool Holder Taper 30 Degree Clamping Angle Gauges
Using the calibrated master, the distance of the 30 degree clamping slope relative to l 2 is preset using the dial indicator holder. The tool taper to be measured is placed in the centering piece, allowing the variation of the taper to be measured.
Tool Holder Drive Key Tool Taper Gauges
Available for HSK 32, 40, 50, 63, 80, 100, 125, 160

Dial Indicator Spindle Taper Gauges
To ensure sustained accuracy at HSK interfaces, we recommend comparison measuring of the geometry of HSK tool shanks and spindles at regular intervals. These checks should become more frequent with an increased change rate at the interface. Calibration on request.

Pneumatic Spindle Taper Gauges
Non-contact measuring with nozzles results in high accuracy and consistency of measuring results. The measuring range can be increased with the built-in dial indicator. This enables the gauge to be used during pre-machining of the taper. Measuring set with case includes nozzle plug gauge with dial indicator and 2 setting rings.

Pneumatic HSK Tool Holder Taper Gauge Kits
Gauging kit for HSK tool holder taper with pneumatic measuring column. The Multifunctional Measuring and Control Device is designed for high precision and multifunctional capabilities. In addition to providing various ways for measuring input, it can be customized to meet customer requirements.

Lathe Spindle Face Ring
Series 492.026 ring gauges are for lathe spindle face.
Ring only: order plug gauge separately (see series 492.028 or 492.228)