
430.M00
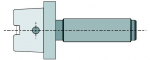
Morse Spindle Taper Plug Gauges
Dimensional Spindle Taper Sleeve Gauges for the Morse Taper Standard (DIN 229)
")
TAC Rockford Morse spindle taper gauges are for inspection of Morse spindle tapers. Gauges made from a hardened gauge steel, and include a certificate. Manufactured per DIN 229 (without tang) or DIN 230 (with tang).
| Description | Morse Taper | Type | Part Number | |||||
|---|---|---|---|---|---|---|---|---|
| Morse Taper (DIN 229) 0 | MT0 | Without Tang | 430.100.M00.000 | |||||
| Morse Taper (DIN 230) 0 | MT0 | With Tang | 430.100.M00.T00 | |||||
| Morse Taper (DIN 229) 1 | MT1 | Without Tang | 430.100.M01.000 | |||||
| Morse Taper (DIN 230) 1 | MT1 | With Tang | 430.100.M01.T00 | |||||
| Morse Taper (DIN 229) 2 | MT2 | Without Tang | 430.100.M02.000 | |||||
| Morse Taper (DIN 230) 2 | MT2 | With Tang | 430.100.M02.T00 | |||||
| Morse Taper (DIN 229) 3 | MT3 | Without Tang | 430.100.M03.000 | |||||
| Morse Taper (DIN 230) 3 | MT3 | With Tang | 430.100.M03.T00 | |||||
| Morse Taper (DIN 229) 4 | MT4 | Without Tang | 430.100.M04.000 | |||||
| Morse Taper (DIN 230) 4 | MT4 | With Tang | 430.100.M04.T00 | |||||
| Morse Taper (DIN 229) 5 | MT5 | Without Tang | 430.100.M05.000 | |||||
| Morse Taper (DIN 230) 5 | MT5 | With Tang | 430.100.M05.T00 | |||||
| Morse Taper (DIN 229) 6 | MT6 | Without Tang | 430.100.M06.000 | |||||
| Morse Taper (DIN 230) 6 | MT6 | With Tang | 430.100.M06.T00 |
TAC Rockford Morse spindle taper gauges are for inspection of Morse spindle tapers. Gauges made from a hardened gauge steel, and include a padded carrying case and certificate. Manufactured per DIN 229.
For more information regarding this item (Morse Spindle Taper Plug Gauges) or other items, fill out the form below
or contact our office directly:
Telephone: 815-962-5600
Fax: 815-962-4600
Location: 304 North Main St, Suite 104, Rockford, IL 61101-1101 USA
Email: infο@ΤΑCRοckfοrd.cοm
Related


Steep Taper Spindle Plug Gauges
TAC Rockford gauges are used for inspection of steep taper spindle tapers per CAT, ISO, JIS, DIN, etc. Available for Steep Taper 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65

Morse Tool Holder Taper Sleeve Gauges
TAC Rockford Morse tool holder taper gauges are for inspection of Morse tool holder tapers. Gauges made from a hardened gauge steel, and include a certificate. Manufactured per DIN 229.
Morse Taper Spindle Runout Arbors
Morse taper runout arbors offer a quick and easy way to verify correct spindle runout for machines with Morse tapers. Included is a threaded spanner nut to facilitate removable from the Morse spindle.
Arbors are manufactured to standard DIN 229 with a metric thread. Contact us for different sizes or customized versions.

Lathe Spindle Face Ring
Series 492.026 ring gauges are for lathe spindle face.
Ring only: order plug gauge separately (see series 492.028 or 492.228)
Drive Key Spindle Gauges
When inserted in the spindle, the "go" gauge should be in contact with the plane face. The "no go" gauge should not contact the face. Two measuring gauges in storage case: "go" and "no go" plug gauges.

Series 410 Dial Indicator Tool Taper Gauges
Both measuring gauges are set to zero with the calibrated taper plug gauge. When an HSK tool holder is inserted in the ring gauges, deviations in diameters d2 or d3 are shown on the indicator.

Taper Plug Gauges Without Flange
Taper gauges can be custom-manufactured to customer specifications. Hard chrome-plate and tungsten carbide gauges also available.
Cases are not included. Contact us for high quality gauge crib and travel case options.
Taper Plug Gauges With Flange
Taper gauges can be custom-manufactured to customer specifications. Hard chrome-plate and tungsten carbide gauges also available.
Cases are not included. Contact us for high quality gauge crib and travel case options.